
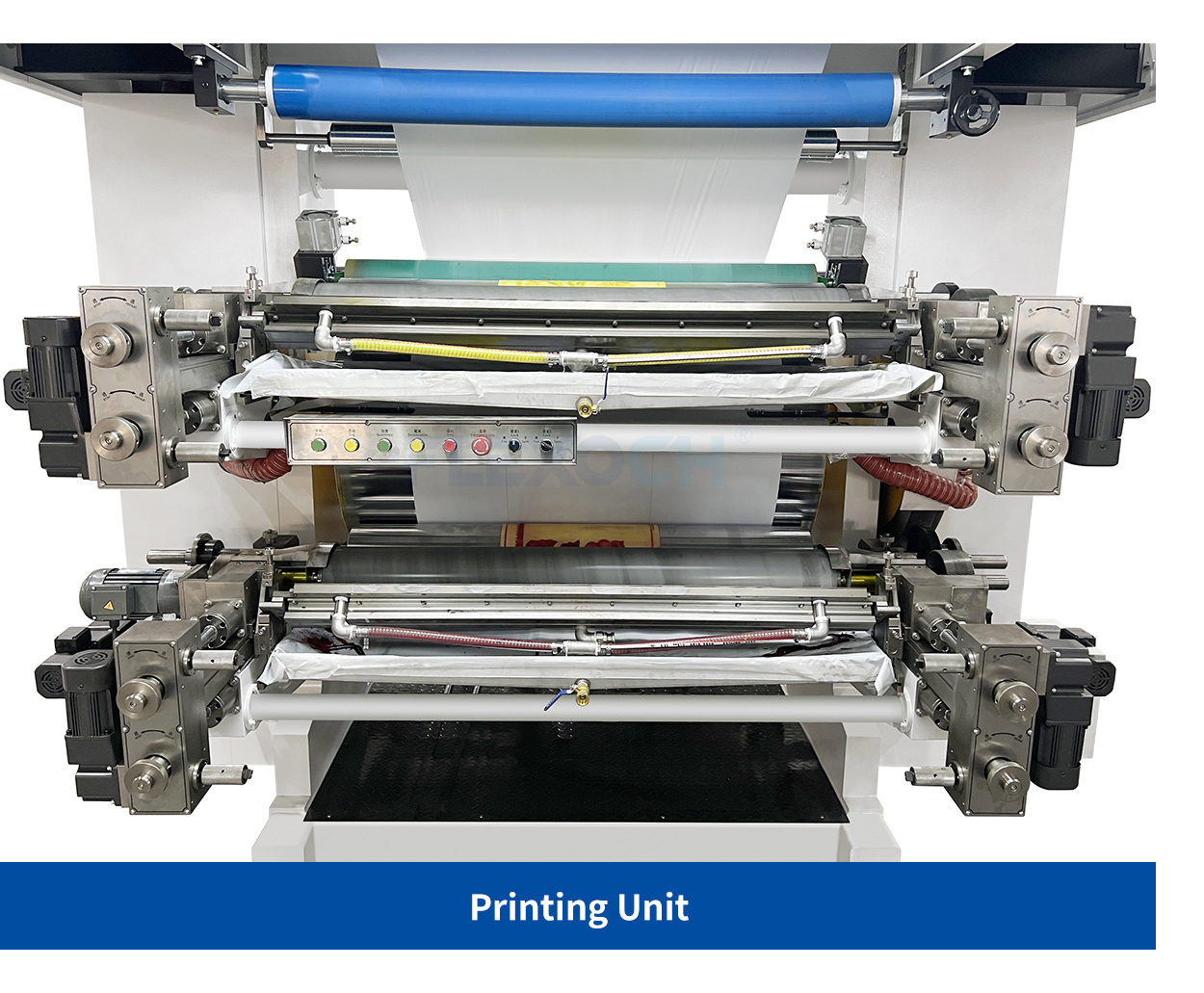
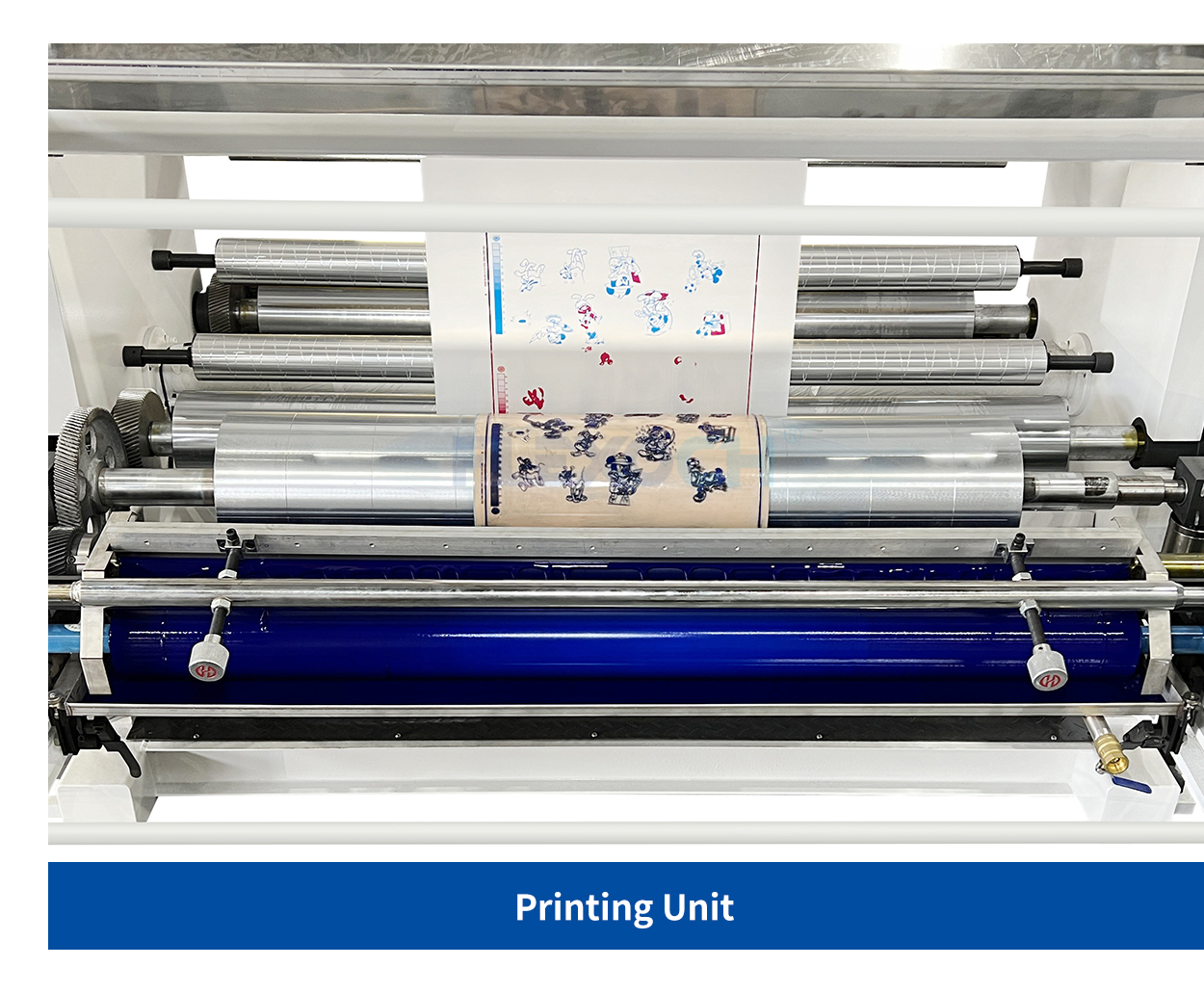
CI fleksodrukas iekārta
CI (centrālās iespieduma) fleksodrukas iekārta izmanto vienu lielu iespieduma cilindru, lai noturētu materiālu nekustīgi, kamēr visas krāsas drukā ap to. Šī konstrukcija uztur spriegojumu stabilu un nodrošina izcilu reģistrācijas precizitāti, īpaši plēvēm, kas ir jutīgas pret stiepi.
Tas darbojas ātri, patērē mazāk materiāla un nodrošina augstas kvalitātes drukas rezultātus — ideāli piemērots augstākās kvalitātes iepakojumam un augstas precizitātes lietojumprogrammām.


Steka tipa fleksodrukas iekārta
Kaudzīšu fleksopresei katra krāsu vienība ir izvietota vertikāli, un katru staciju var regulēt atsevišķi. Tas atvieglo dažādu materiālu apstrādi un darbu maiņu. Tā labi darbojas ar plašu materiālu klāstu un ir īpaši noderīga divpusējai drukāšanai.
Ja ikdienas iepakošanas darbiem nepieciešama elastīga un izmaksu ziņā efektīva iekārta, steka fleksoprese ir praktiska un uzticama izvēle.


Neatkarīgi no tā, vai tā ir CI fleksodrukas iekārta vai kaudzes tipa fleksodrukas iekārta, var rasties krāsu reģistrācijas neprecizitāte, kas var ietekmēt gala produkta krāsu veiktspēju un drukas kvalitāti. Turpmākās piecas darbības nodrošina sistemātisku procedūru šīs problēmas novēršanai un risināšanai.
1. Pārbaudiet mehānisko stabilitāti
Nepareiza reģistrācija bieži rodas mehāniska nodiluma vai vaļīguma dēļ. Kaudzīšu flekso iespiedmašīnām ir vērts regulāri pārbaudīt zobratus, gultņus un piedziņas siksnas, kas savieno katru drukas iekārtu, pārliecinoties, ka nav brīvkustības vai nobīdes, kas varētu ietekmēt izlīdzināšanu.
Centrālās nospieduma iespiedmašīnas parasti panāk stabilāku reģistrāciju, jo visas krāsas drukā uz viena nospieduma cilindra. Tomēr precizitāte joprojām ir atkarīga no pareizas plāksnīšu cilindra montāžas un vienmērīga tīmekļa spriegojuma uzturēšanas — ja kaut kas nobīdās, reģistrācijas stabilitāte cietīs.
Ieteikums:Ikreiz, kad tiek mainītas plāksnes vai iekārta kādu laiku nav darbojusies, pagrieziet katru drukas iekārtu ar roku, lai sajustu, vai nav neparasta pretestība. Pēc regulēšanas pabeigšanas iedarbiniet drukas iekārtu ar mazu ātrumu un pārbaudiet reģistrācijas atzīmes. Tas palīdz pārliecināties, vai izlīdzinājums saglabājas vienmērīgs, pirms pāriet uz pilnu ražošanas ātrumu.
2. Optimizējiet substrāta saderību
Tādi substrāti kā plēve, papīrs un neaustie materiāli reaģē atšķirīgi uz spriegojumu, un šīs variācijas drukāšanas laikā var izraisīt reģistrācijas nobīdes. CI fleksogrāfiskās iespiedmašīnas parasti uztur stabilāku spriegojumu un tāpēc ir labi piemērotas plēves pielietojumiem, kuriem nepieciešama augsta precizitāte. Turpretī kaudzīšu fleksogrāfiskajām iespiedmašīnām bieži vien ir nepieciešama precīzāka spriegošanas iestatījumu regulēšana, lai saglabātu vienmērīgu izlīdzināšanu.
Ieteikums:Kad pamanāt, ka materiāls manāmi stiepjas vai saraujas, samaziniet tīmekļa spriegojumu. Mazāks spriegums var palīdzēt ierobežot izmēru izmaiņas un samazināt reģistrācijas variācijas.
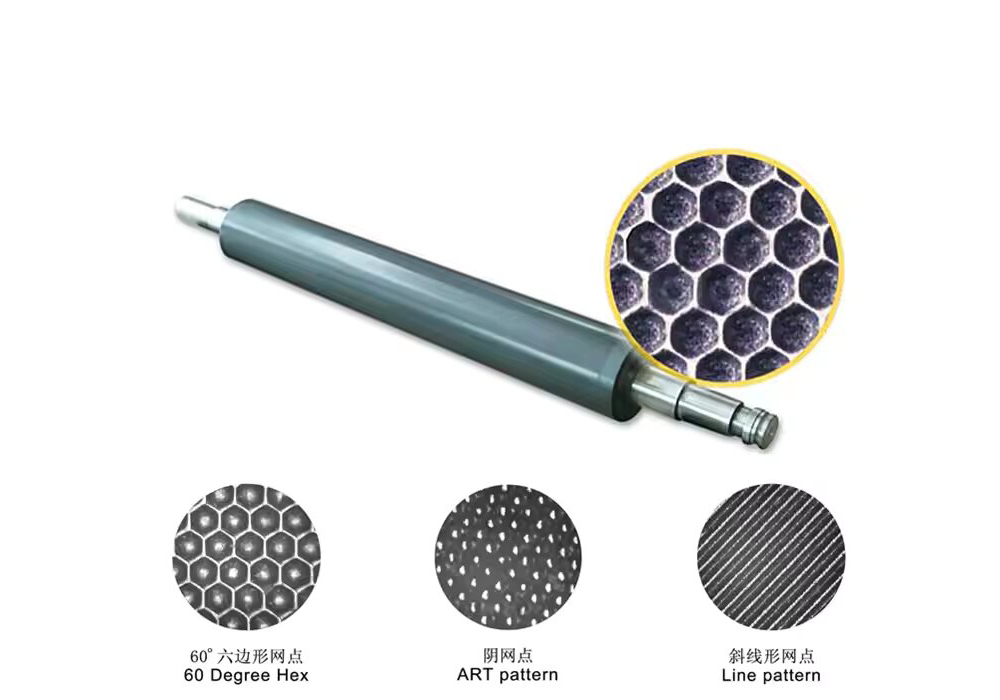
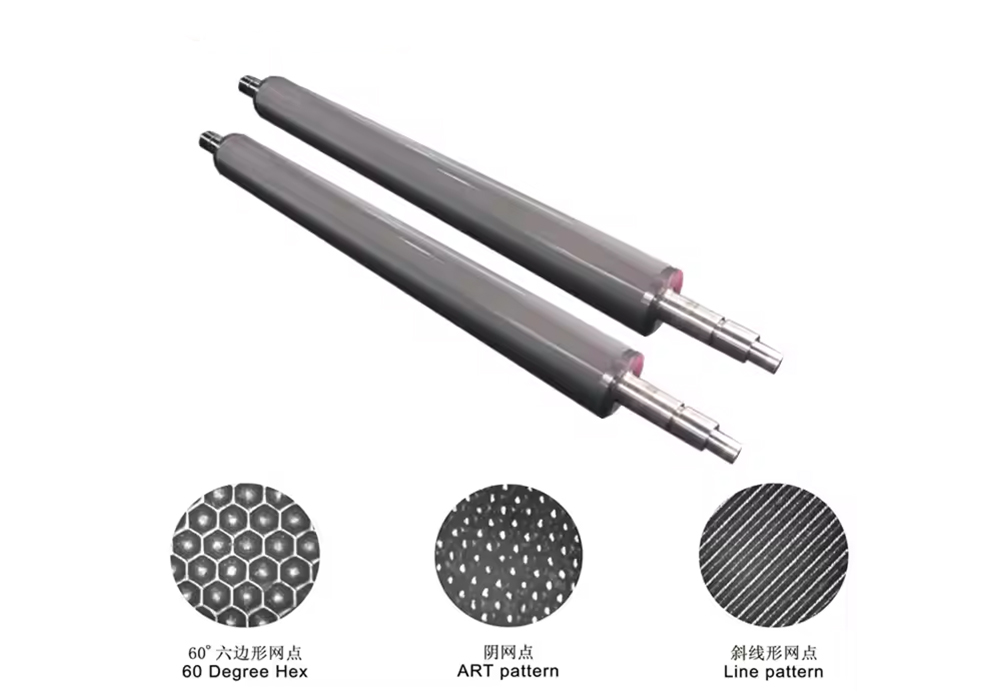
3. Kalibrējiet plākšņu un aniloksa ruļļu saderību
Plākšņu raksturlielumi, piemēram, biezums, cietība un gravēšanas precizitāte, tieši ietekmē reģistrācijas veiktspēju. Augstas izšķirtspējas plākšņu izmantošana var palīdzēt kontrolēt punktu pieaugumu un uzlabot stabilitāti. Aniloksa ruļļa līniju skaits ir arī rūpīgi jāsaskaņo ar plāksni: pārāk liels līniju skaits var samazināt tintes daudzumu, savukārt pārāk mazs līniju skaits var izraisīt pārmērīgu tinti un izsmērēšanos, kas abi var netieši ietekmēt reģistrācijas izlīdzināšanu.
Ieteikums:Ir piemērotāk kontrolēt aniloksa veltņa līniju skaitu 100–1000 LPI līmenī. Pārbaudiet, vai plātnes cietība visās ierīcēs saglabājas vienāda, lai izvairītos no šo variāciju pastiprināšanās.
4. Pielāgojiet drukas spiedienu un tintes sistēmu
Ja iespieduma spiediens ir iestatīts pārāk augsts, drukas plāksnes var deformēties, un šī problēma ir īpaši izplatīta steka tipa fleksodrukas iekārtās, kur katra stacija spiedienu pieliek neatkarīgi. Iestatiet spiedienu katrai iekārtai atsevišķi un izmantojiet tikai minimālo nepieciešamo līmeni tīrai attēla pārnešanai. Stabilai tintes uzvedībai ir svarīga loma arī reģistrācijas kontrolē. Pārbaudiet lāpstiņas leņķi un uzturiet pareizu tintes viskozitāti, lai izvairītos no nevienmērīga tintes sadalījuma, kas var izraisīt lokalizētas reģistrācijas nobīdes.
Ieteikums:Gan kaudzītes tipa, gan CI fleksogrāfiskajā iespiedmašīnā īsais tintes ceļš un ātrā tintes pārnešana palielina jutību pret žūšanas īpašībām. Ražošanas laikā sekojiet līdzi žūšanas ātrumam un, ja tinte sāk žūt pārāk ātri, ieviesiet palēninātāju.
● Video ievads
5. Lietojiet automātiskās reģistrācijas un kompensācijas rīkus
Vairākas mūsdienu fleksogrāfiskās iespiedmašīnas ir aprīkotas ar automātiskās reģistrācijas funkcijām, kas ražošanas laikā pielāgo izlīdzinājumu reāllaikā. Ja pēc manuālas pielāgošanas joprojām pastāv izlīdzināšanas problēmas, veltiet laiku iepriekšējo darbu ierakstu pārskatīšanai. Aplūkojot vēsturiskos ražošanas datus, var atklāt atkārtotus modeļus vai ar laiku saistītas novirzes, kas norāda uz pamatcēloni, palīdzot veikt mērķtiecīgākas un efektīvākas iestatījumu izmaiņas.
Ieteikums:Drukas iekārtām, kas darbojas ilgu laiku, laiku pa laikam ir vērts veikt pilnīgu lineārās izlīdzināšanas pārbaudi visām drukas iekārtām. Šis solis ir īpaši svarīgs steka tipa fleksopresēm, jo katra stacija darbojas neatkarīgi un vienmērīga reģistrācija ir atkarīga no to izlīdzināšanas kā koordinētas sistēmas.
Secinājums
Neatkarīgi no tā, vai tā ir centrālās iespieduma fleksogrāfiskā drukas iekārta vai steka tipa fleksogrāfiskā drukas iekārta, krāsu reģistrācijas problēmu parasti izraisa mehānisko, materiālu un procesu mainīgo mijiedarbība, nevis viens faktors. Ar sistemātisku problēmu novēršanu un rūpīgu kalibrēšanu mēs uzskatām, ka jūs varat ātri palīdzēt fleksogrāfiskajai drukas iekārtai atsākt ražošanu un uzlabot iekārtas ilgtermiņa stabilitāti.


Publicēšanas laiks: 2025. gada 8. augusts