
Fleksogrāfiskajā drukā daudzkrāsu reģistrācijas precizitāte (2, 4, 6 un 8 krāsas) tieši ietekmē gala produkta krāsu veiktspēju un drukas kvalitāti. Neatkarīgi no tā, vai tā ir steka tipa vai centrālās iespieduma (CI) fleksoprese, nepareiza reģistrācija var rasties dažādu faktoru dēļ. Kā jūs varat ātri identificēt problēmas un efektīvi kalibrēt sistēmu? Tālāk ir sniegta sistemātiska problēmu novēršanas un optimizācijas pieeja, kas palīdzēs uzlabot drukas precizitāti.
1. Pārbaudiet preses mehānisko stabilitāti
Galvenais nepareizas reģistrācijas cēlonis bieži vien ir vaļīgas vai nolietotas mehāniskās detaļas. Kaudzītes tipa fleksodrukas iekārtām zobrati, gultņi un piedziņas siksnas starp drukas iekārtām ir regulāri jāpārbauda, lai pārliecinātos, ka nav atstarpju vai nepareizas izlīdzināšanas. Centrālās iespiešanas fleksodrukas ar to centrālā iespiešanas trumuļa konstrukciju parasti piedāvā augstāku reģistrācijas precizitāti, taču joprojām jāpievērš uzmanība pareizai plākšņu cilindra uzstādīšanai un sprieguma kontrolei.
Ieteikums: Pēc katras plāksnes maiņas vai ilgstošas dīkstāves manuāli pagrieziet katru drukas iekārtu, lai pārbaudītu, vai nav novērojama anomāla pretestība, un pēc tam veiciet testa darbību ar mazu ātrumu, lai novērotu reģistrācijas zīmju stabilitāti.
2. Optimizējiet substrāta pielāgošanās spēju
Dažādiem substrātiem (piemēram, plēvēm, papīram, neaustiem materiāliem) ir atšķirīga stiepes pakāpe zem sprieguma, kas var izraisīt reģistrācijas kļūdas. Centrālās iespiešanas fleksodrukas iekārtas ar stabilām sprieguma kontroles sistēmām ir labāk piemērotas augstas precizitātes plēvju drukāšanai, savukārt steka fleksodrukas iekārtām ir nepieciešama smalkāka sprieguma regulēšana.
Risinājums: Ja rodas manāma pamatnes stiepšanās vai saraušanās, mēģiniet samazināt drukas spriegumu, lai samazinātu reģistrācijas kļūdas.
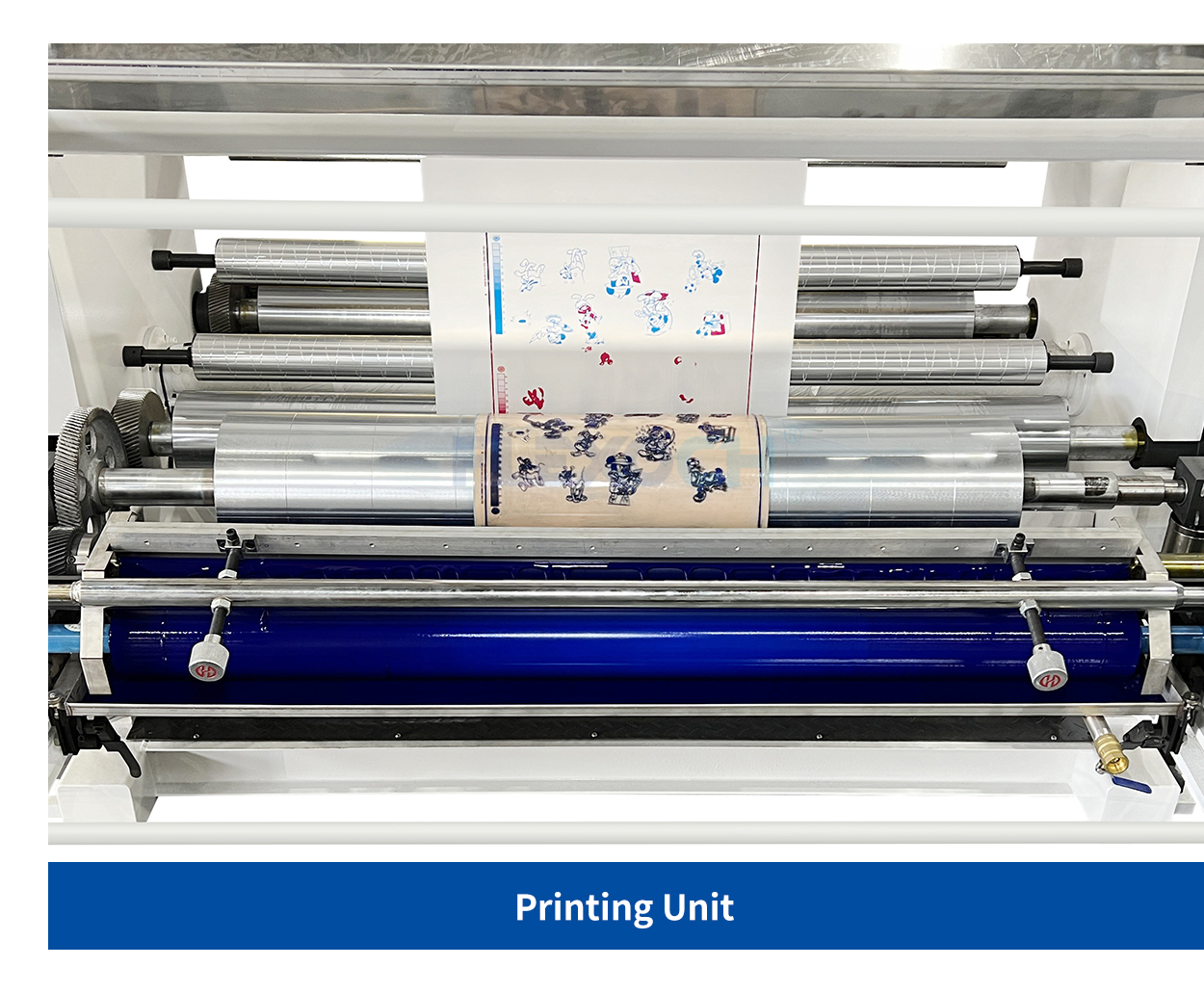
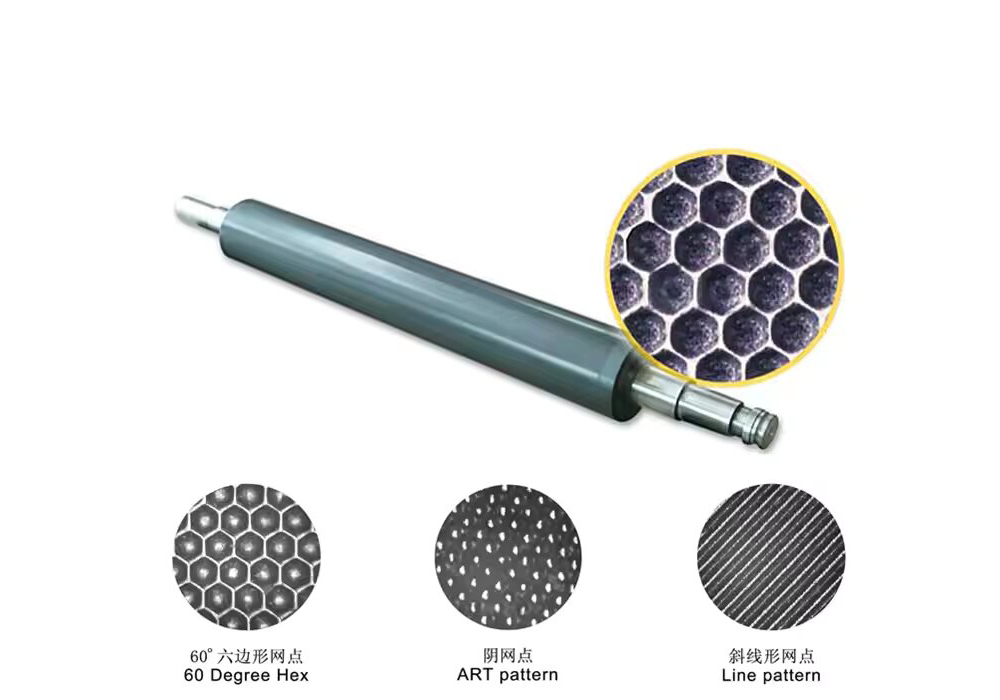
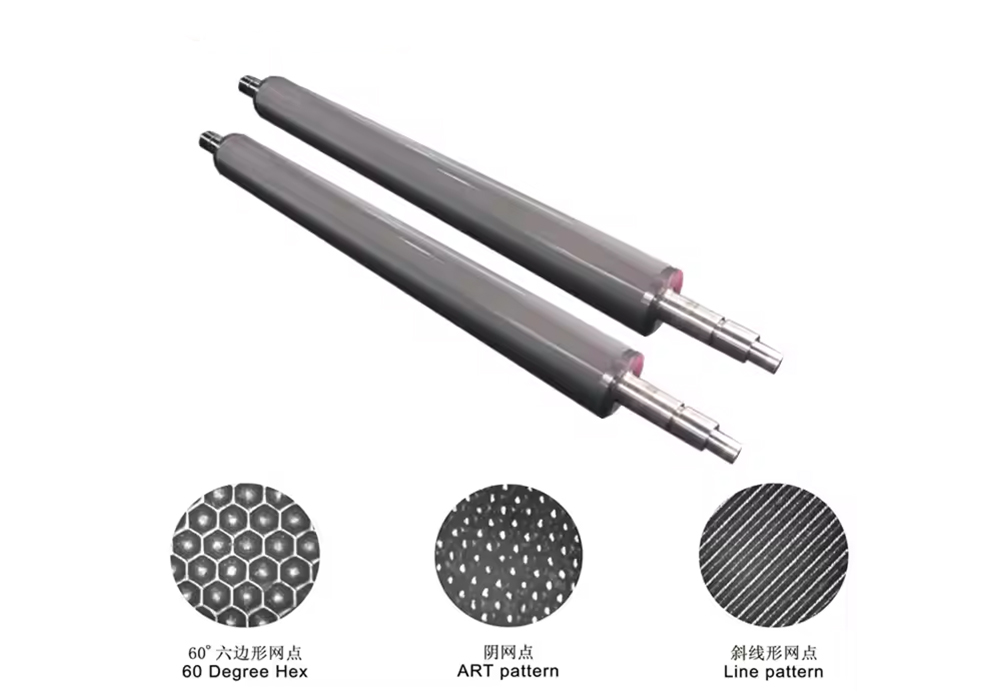
3. Kalibrējiet plākšņu un aniloksa ruļļu saderību
Plāksnes biezums, cietība un gravēšanas precizitāte tieši ietekmē reģistrāciju. Augstas izšķirtspējas plākšņu izgatavošanas tehnoloģija samazina punktu pieaugumu un uzlabo reģistrācijas stabilitāti. Tikmēr aniloksa ruļļu līniju skaitam ir jāatbilst plāksnei — pārāk liels skaits var izraisīt nepietiekamu tintes pārnesi, savukārt pārāk mazs skaits var izraisīt izsmērēšanos, netieši ietekmējot reģistrāciju.
Tā kā ci-flekso iespiedmašīnai visām drukas iekārtām ir viens kopīgs iespieduma cilindrs, nelielas plāksnīšu saspiešanas variācijas var pastiprināties. Nodrošiniet vienmērīgu plāksnīšu cietību visās iekārtās.
4. Pielāgojiet drukas spiedienu un tintes sistēmu
Pārmērīgs spiediens var deformēt plāksnes, īpaši steka tipa fleksogrāfiskajās drukas iekārtās, kur katra vienība pieliek neatkarīgu spiedienu. Kalibrējiet spiedienu pa vienībām, ievērojot "vieglā pieskāriena" principu — tieši tik, cik nepieciešams attēla pārnešanai. Turklāt kritiski svarīga ir tintes vienmērība — pārbaudiet dzēšamā asmens leņķi un tintes viskozitāti, lai izvairītos no lokālas nepareizas reģistrācijas nevienmērīgas tintes sadalījuma dēļ.
CI presēm īsāks tintes ceļš un ātrāka pārnešana prasa īpašu uzmanību tintes žūšanas ātrumam. Ja nepieciešams, pievienojiet palēninātājus.
● Video ievads
5. Izmantojiet automātiskās reģistrācijas sistēmas un viedu kompensāciju
Mūsdienu fleksopresēm bieži ir automātiskas reģistrācijas sistēmas kļūdu labošanai reāllaikā. Ja manuāla kalibrēšana joprojām nav pietiekama, izmantojiet vēsturiskos datus, lai analizētu kļūdu modeļus (piemēram, periodiskas svārstības) un veiktu mērķtiecīgas korekcijas.
Ilgstošām iekārtām periodiski jāveic pilnas vienības lineārā kalibrēšana, īpaši steka tipa fleksodrukas mašīnām, kur neatkarīgām vienībām nepieciešama sistemātiska izlīdzināšana.
Secinājums: Precīza reģistrācija slēpjas detaļu kontrolē
Neatkarīgi no tā, vai tiek izmantotas kaudzes tipa vai CI fleksopreses, reģistrācijas problēmas reti rodas viena faktora dēļ, bet gan mehānisko, materiāla un procesa mainīgo mijiedarbības dēļ. Izmantojot sistemātisku problēmu novēršanu un precīzu kalibrēšanu, jūs varat ātri atjaunot ražošanu un uzlabot preses ilgtermiņa stabilitāti.




Publicēšanas laiks: 2025. gada 8. augusts